SMS code login
Get SMS verification code


-
Home

-
About us
-
Product
Four row cylindrical roller bearing Double row cylindrical roller bearing Backing bearing Double row angular contact ball bearing Four point angular contact ball bearing Deep groove ball bearing Bi-directional thrust tapered roller bearing Double row tapered roller bearing Double row tapered roller bearing inch series Four row tapered roller bearing Four row tapered roller bearing inch series
-
Stock Inquery
-
Solutions
-
Interchange
-
News
-
Contact Us
-
Imported rolling mill bearing replacement expert!Fully produced and processed according to SKF bearing standards,Reduce costs for enterprises, increase production capacity, save energy and increase efficiency.
Xike Rolling Mill Bearing Technology(Wafangdian)Co.,Ltd.
An ISO 9001:2015 bearing company trademarked ‘TQA’ focusing on rolling mill bearing manufacturing, R&D and sales&marketing. Through continuous innovation and investment in technology, equipment upgrading, we are dedicated to provide customers with high-quality rolling mill bearing solutions professionally. We also consolidate to help our partners, so that we are always in the leading position in the industry.
Our mission, as a private science and technology enterprise, we will assume more social responsibilities and care for the society, which is the responsibility of the people in TQA bearing.











Several factors affecting heat treatment deformation
Several factors affecting heat treatment deformation1. Reasons for deformationThe main reason for the deformation of steel is the presence of internal stress or externally applied stress in the steel. Internal stress is caused by uneven temperature distribution or phase change, and residual stress is also one of the reasons. The deformation caused by external stress is mainly due to the "collapse" of the workpiece due to its own weight. Under special circumstances, collision with the heated workpiece or the depression caused by the clamping of the clamping tool should also be considered. Deformation includes elastic deformation and plastic deformation. The dimensional change is mainly based on the transformation of the structure, so it shows the same expansion and contraction, but when the workpiece has holes or complex-shaped workpieces, it will cause additional deformation. If a large amount of martensite is formed by quenching, it will expand, and if a large amount of retained austenite is produced, it will shrink accordingly. In addition, generally contraction occurs during tempering, while the secondary hardening phenomenon of alloy steel expands. If cryogenic treatment is carried out, it will further expand due to the martensitization of retained austenite, and the specific volume of these structures will follow The increase in carbon content increases, so the increase in carbon content also increases the amount of dimensional change.2. The main period of quenching deformation1. Heating process: The workpiece is deformed due to the gradual release of internal stress during the heating process.2. Insulation process: mainly collapse and deformation under its own weight, that is, collapse and bend.3. Cooling process: deformation due to uneven cooling and structural transformation.Three, heating and deformationWhen heating large workpieces, residual stress or uneven heating can cause deformation. The residual stress mainly comes from the machining process. When these stresses exist, as the temperature increases, the yield strength of the steel gradually decreases, even if the heating is uniform, a very slight stress will cause deformation.Generally, the residual stress at the outer edge of the workpiece is relatively high. When the temperature rise starts from the outside, the deformation at the outer edge is relatively large. The deformation caused by the residual stress includes elastic deformation and plastic deformation. The thermal stress generated during heating and the desired change stress are both causes of deformation. The faster the heating speed, the larger the size of the workpiece, and the greater the cross-sectional change, the greater the heating deformation. Thermal stress depends on the degree of uneven distribution of temperature and temperature gradient, which are all causes of differences in thermal expansion. If the thermal stress is higher than the high temperature yield point of the material, it will cause plastic deformation, and this plastic deformation is expressed as "deformation". The phase change stress is mainly caused by the unequal time of the phase change, that is, when a part of the material undergoes a phase change, while the other part has not undergone a phase change. When heated, the structure of the material transforms into austenite and plastic deformation occurs when the volume shrinks. If all parts of the material undergo the same organizational transformation at the same time, no stress will be generated. For this reason, slow heating can appropriately reduce heating deformation, and preheating is best. In addition, there are many cases of "collapsing" deformation due to its own weight during heating. The higher the heating temperature, the longer the heating time, and the more serious the "collapsing" phenomenon.Fourth, cooling and deformation Uneven cooling will cause thermal stress to cause deformation. Due to the difference in cooling rate between the outer edge and the inside of the workpiece, the thermal stress is inevitable. In the case of quenching, the thermal stress and the structural stress are superimposed, and the deformation is more complicated. In addition, the unevenness of the structure and decarburization will also lead to differences in the phase transition point, and the amount of expansion of the phase transition is also different.In short, "deformation" is caused by both phase transformation stress and thermal stress, but not all stress is consumed in deformation, but a part of it exists in the workpiece as residual stress. This stress is the cause of aging deformation and aging cracking.The deformation caused by cooling takes the following forms:1. In the initial stage of quenching, the quenched side is recessed, and then turned into a bulge. As a result, the quenched side is raised. In this case, the deformation caused by thermal stress is greater than the deformation caused by phase change.2. The deformation caused by thermal stress is that the steel tends to be spherical (see Figure 1), and the deformation caused by the phase transformation stress makes it tend to be spool-shaped (see Figure 2). Therefore, the deformation caused by quenching and cooling is a combination of the two (Figure 3). According to the different quenching methods, different deformations are shown in Figure 4.3. When only part of the inner hole is quenched, the inner hole shrinks. When the entire ring-shaped workpiece is heated and quenched as a whole, its outer diameter always increases, while the inner diameter expands and contracts according to the size. Generally, when the inner diameter is large, the inner hole expands, and when the inner diameter is small, the inner hole shrinks.Five, cold treatment and deformationCold treatment promotes martensite transformation, the temperature is lower, and the deformation is smaller than quenching cooling, but the stress generated at this time is larger, and the superposition of residual stress, phase transformation stress and thermal stress can easily lead to cracking.Six, tempering and deformationIn the process of tempering, due to the homogenization, reduction or even disappearance of internal stress of the workpiece, and the change of the structure, the deformation tends to decrease, but at the same time, once the deformation occurs, it is difficult to correct. In order to correct this deformation, methods such as pressure tempering or shot peening are often used.Seven, repeated quenching and deformationUnder normal circumstances, the workpiece after a quenching is repeatedly quenched without intermediate annealing, which will increase the deformation. The deformation caused by repeated quenching, after repeated quenching, its deformation tends to be spherical and easy to produce cracks, but the shape is relatively stable, and no deformation is easy to occur. Therefore, the intermediate annealing should be increased before repeated quenching, and the number of repeated quenching should be less than Equal to 2 times (excluding the first quenching).8. Residual stress and deformationDuring the heating process, at about 450°C, the steel changes from an elastic body to a plastic body, so it is easy to exhibit upward plastic deformation. At the same time, the residual stress will disappear due to recrystallization when it is about above this temperature. Therefore, during rapid heating, due to the temperature difference between the inside and the outside of the workpiece, the outside reaches 450°C and becomes a plastic zone, which deforms under the action of residual stress at the lower internal temperature. After cooling, this zone is the place where the deformation occurs. Since it is difficult to achieve uniform and slow heating in the actual production process, it is very important to perform stress relief annealing before quenching. In addition to stress relief through heating, vibration relief is also effective for large parts.(Content source: material heat treatment)
The characteristics and causes of bearing grinding cracks and preventive measures
The characteristics and causes of bearing grinding cracks and preventive measuresGrinding is a common method of metal cutting in the machinery manufacturing industry. It is also widely used in the bearing processing industry. Bearing parts that have been heat-treated and quenched may have net-like cracks or more regular during the grinding process. The arranged small cracks are called grinding cracks, which not only affect the appearance of the bearing parts, but more importantly, directly affect the quality of the bearing parts. This article shares the characteristics and causes of bearing grinding cracks, as well as the corresponding preventive measures.1. The characteristics of bearing grinding cracksGrinding cracks are obviously different from general quenching cracks. Grinding cracks only occur on the grinding surface, the depth is relatively shallow, and the depth is basically the same. The lighter grinding cracks are perpendicular or close to the parallel lines perpendicular to the grinding direction, and are regularly arranged strip cracks. This is the first type of crack. The more serious cracks are tortoise shell-shaped (closed network-shaped), and their depth Roughly 0.03 ~ 0.15ram, the cracks are obvious after acid corrosion, this is the second type of cracks.2. Reasons for bearing grinding cracksBearing grinding cracks are caused by grinding heat, and the bearing surface temperature can reach 800-1000 degrees Celsius or higher during grinding. The structure of quenched steel is martensite and a certain amount of retained austenite, which are in an expanded state (not tempered). The expansion and contraction of martensite increases with the increase of the carbon content in the steel, and it is particularly important to cause grinding cracks on the surface of the bearing steel. The retained austenite in the quenched steel is decomposed and gradually transformed into martensite during grinding under the influence of the grinding heat. This new martensite is concentrated on the surface of the part, causing local expansion of the bearing surface and increasing The surface stress of the part causes the concentration of grinding stress, and the continued grinding will accelerate the generation of surface grinding cracks; in addition, the newly formed martensite is larger, and it is easy to accelerate the generation of grinding cracks during grinding. On the other hand, when grinding parts on a grinder, both pressure and tension are applied to the parts, which promotes the generation of grinding cracks. If the cooling is insufficient during grinding, the heat generated during grinding is sufficient to re-austenitize the thin layer of the ground surface, and then quench it into quenched martensite again, thus causing additional structural stress on the surface layer. Coupled with the heat generated by the grinding, the bearing surface temperature rises extremely fast and the cooling is extremely fast. The superposition of this structural stress and thermal stress may cause grinding cracks on the ground surface.3. Preventive measures for grinding cracksFrom the above analysis, it is known that the root cause of grinding cracks is that the martensite during quenching is in a state of expansion and stress exists. To reduce and eliminate this kind of stress, stress-relieving tempering, that is, quenching, should be carried out. During tempering, the squandering time must be more than 4h. As the tempering time increases, the possibility of grinding cracks decreases. In addition, the bearing will crack when it is rapidly heated to about 100 degrees Celsius and quickly cooled down. In order to prevent cold cracks, the parts should be tempered at about 150-200 degrees Celsius. If the bearing continues to heat up to 300 degrees Celsius, the surface will shrink again and cracks will occur. To prevent cracks, the bearing should be tempered at about 300 degrees Celsius. It is worth noting that tempering of the bearing at about 300 degrees Celsius will reduce its hardness, so it is not suitable for use. Grinding cracks are still produced after one tempering, which can be used for secondary tempering or artificial aging treatment. This method is very effective. Grinding cracks are caused by grinding heat, so reducing grinding heat is the key to solving grinding cracks. Generally used wet grinding method, but no matter how the coolant is injected, the coolant cannot reach the grinding surface in time during grinding, so the grinding heat at the grinding point cannot be reduced. The coolant can only make the grinding point of the grinding wheel and the parts be cooled instantaneously after the grinding passes, and at the same time, the coolant has a quenching effect on the grinding point. Therefore, increasing the amount of coolant used is one of the main measures to reduce the grinding heat in the grinding zone as much as possible. If the dry grinding method is used, the grinding feed rate is small, which can reduce grinding cracks. However, the effect of this method is not very significant, and the dust is flying, which affects the working environment, so it is not suitable to be adopted. Choose a grinding wheel with softer hardness and coarser sand for grinding, which can reduce the grinding heat. However, the coarser particles will affect the surface roughness of the parts. For parts with high surface roughness requirements, this method cannot be used, so it is subject to certain restrictions. It is divided into rough grinding and fine grinding. For rough grinding, a soft grinding wheel with coarser particles is used for grinding, which is convenient for powerful grinding and improves efficiency. Then, a fine grinding wheel is used for fine grinding with a small grinding feed. Rough grinding and fine grinding are divided into two sets, which is an ideal method. Selecting the grinding wheel abrasive with good self-sharpening performance, timely removing the waste material on the grinding wheel surface, reducing the grinding feed rate, increasing the grinding frequency, and reducing the speed of the table, this is also an effective way to reduce grinding cracks. The rotation speed of the grinding wheel and the parts is also one of the main influencing factors. The large amount of rotation of the grinding wheel and the large amount of movement of the parts are all inducements of grinding cracks. Improve the rotation accuracy of the grinding wheel and parts in time so as to eliminate the various factors that cause grinding cracks as much as possible.4. Some methods to prevent grinding cracks on the bearing steel surfaceIn the grinding process, the main methods to prevent grinding cracks on the bearing steel surface are: ①Reduce the grinding heat to solve the grinding cracks. ②It is divided into rough grinding and fine grinding. For rough grinding, a soft grinding wheel with coarser particles is used for grinding. ③Select the grinding wheel abrasive with good self-sharpening performance, remove the waste material on the surface of the grinding wheel in time, reduce the grinding feed rate, increase the grinding frequency, and reduce the speed of the table.④ Improve the rotation accuracy of the grinding wheel and parts in time to eliminate as much as possible the occurrence of grinding cracks.
Cracking of inner ring of hot-rolled high-speed be
Failure bearing model:FC4666206Failure location: inner circleFailure mode: cracking along the axial position of the bearing inner ring Failure phenomenon: The inner ring cracks after a certain period of time, and there is no regularity, and it appears at any position of the unit.1.The technician cleans the bearing and inspects the bearing for damage. It is found that there are friction marks on one side of the bearing end surface, and none on the other side. Take the inner ring back to the factory for pickling inspection, and take the two end faces of the same inner ring respectively.
Failure phenomenon: The inner ring cracks after a certain period of time, and there is no regularity, and it appears at any position of the unit.1.The technician cleans the bearing and inspects the bearing for damage. It is found that there are friction marks on one side of the bearing end surface, and none on the other side. Take the inner ring back to the factory for pickling inspection, and take the two end faces of the same inner ring respectively. Observe the bearing end surface after pickling
Observe the bearing end surface after pickling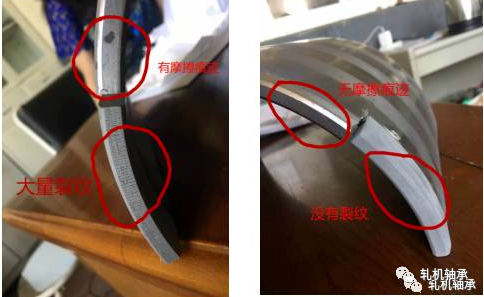 Therefore, it is judged that the bearing cracking is caused by thermal cracking caused by end face friction. The only part that rubs against the end face of the bearing inner ring is the roller cone sleeve. Therefore, fix the cone sleeve and the roller to ensure that the cone sleeve does not run around the ring and prevent sliding friction with the inner ring.2. After fixing the cone sleeve and testing for a period of time, it was found that the problem of cracking of the inner ring was not completely solved.The technician measured the roll diameter on the spot and found that the roll diameter was too large.
Therefore, it is judged that the bearing cracking is caused by thermal cracking caused by end face friction. The only part that rubs against the end face of the bearing inner ring is the roller cone sleeve. Therefore, fix the cone sleeve and the roller to ensure that the cone sleeve does not run around the ring and prevent sliding friction with the inner ring.2. After fixing the cone sleeve and testing for a period of time, it was found that the problem of cracking of the inner ring was not completely solved.The technician measured the roll diameter on the spot and found that the roll diameter was too large. Measure more than 10 new unused roll diameters;Measure more than 5 new unused bearing inner rings.The data obtained are:Roll diameterø230+0.09;ø230+0.08;ø230+0.10;ø230+0.09; ø230+0.07 waitRoller diameter sizeø230+0.07~0.10In the range.Inner diameter of inner ringø230-0.00;ø230-0.01;ø230-0.00;ø230-0.01;ø230-0.00The bearing inner diameter size conforms to the size range specified in GB / T308.1.It can be seen from the above data that the interference between the bearing inner ring and the roll diameter is 0.07 ~ 0.11mm.
Measure more than 10 new unused roll diameters;Measure more than 5 new unused bearing inner rings.The data obtained are:Roll diameterø230+0.09;ø230+0.08;ø230+0.10;ø230+0.09; ø230+0.07 waitRoller diameter sizeø230+0.07~0.10In the range.Inner diameter of inner ringø230-0.00;ø230-0.01;ø230-0.00;ø230-0.01;ø230-0.00The bearing inner diameter size conforms to the size range specified in GB / T308.1.It can be seen from the above data that the interference between the bearing inner ring and the roll diameter is 0.07 ~ 0.11mm.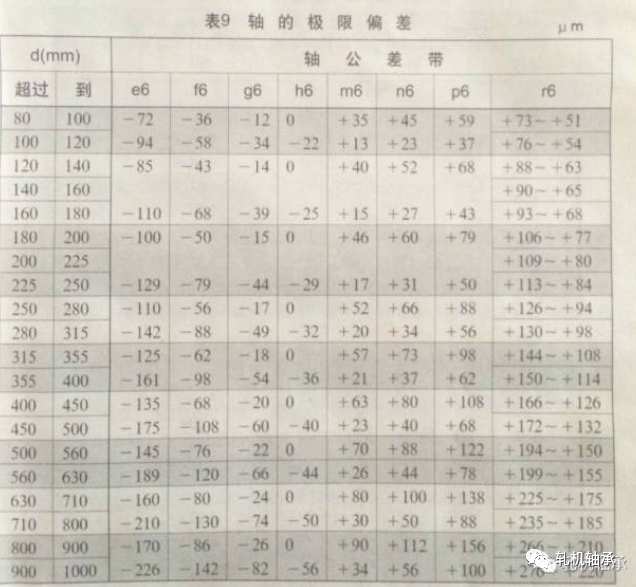 It can be seen from the table above that the inner diameter isøThe interference of the 230 bearing in the p6 tolerance zone is 0.05 ~ 0.079mm, and the r6 tolerance zone is 0.084 ~ 0.113.The interference is within r6 tolerance zone.This bearing is used in hot-rolling high-speed rolling mills, and the p6 tolerance should be selected. Therefore, the roll diameter of the roll is modified to ø230 + 0.05 ~ 0.07 in cooperation with the roll manufacturer.After 3 months of usage tracking, the cracking of the bearing inner ring did not occur again.Therefore, the reason for the cracking of the inner ring of the bearing is: the thermal crack caused by the friction of the end face plus the selection of the tolerance of the fit is not appropriate. Bearing failure should be found in many ways to solve the problem from the root cause.
It can be seen from the table above that the inner diameter isøThe interference of the 230 bearing in the p6 tolerance zone is 0.05 ~ 0.079mm, and the r6 tolerance zone is 0.084 ~ 0.113.The interference is within r6 tolerance zone.This bearing is used in hot-rolling high-speed rolling mills, and the p6 tolerance should be selected. Therefore, the roll diameter of the roll is modified to ø230 + 0.05 ~ 0.07 in cooperation with the roll manufacturer.After 3 months of usage tracking, the cracking of the bearing inner ring did not occur again.Therefore, the reason for the cracking of the inner ring of the bearing is: the thermal crack caused by the friction of the end face plus the selection of the tolerance of the fit is not appropriate. Bearing failure should be found in many ways to solve the problem from the root cause.

All rights reserved: Xike Rolling Mill Bearing Technology(Wafangdian)Co.,Ltd.